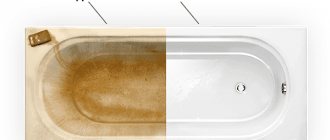
Прочная чугунная ванна кажется «вечной», но, к сожалению, это не так. Одно из самых слабых ее мест – эмаль. Небрежная эксплуатация и недостаточный уход приводят к появлению трещин и сколов на поверхности чаши. Но даже если ухаживать за чугунной ванной правильно, рано или поздно слой эмали истончается, появляются ржавые разводы и становится ясно, что изделие нужно менять.
При этом владелец понимает, что прибор сохраняет все свои эксплуатационные характеристики, но полностью утратил привлекательный вид. В такой ситуации лучшее решение – эмалировка чугунной ванны, что позволит с минимальными затратами восстановить изделие.
Виды ванн
Ванны изготавливаются в большом разнообразии ассортимента, различаясь по размерам, форме, конфигурации дна, цвету покрытия и другим параметрам. Но для производителя основным фактором отличия, в наибольшей степени влияющим на затраты и сложность организации технологического процесса, является материал изготовления. Для производства ванн используется разное сырье, включая даже камень, стекло и дерево. Но самыми распространенными и востребованным являются изделия из чугуна, стали и акрила. Остальные материалы применяются при создании дизайнерских моделей преимущественно по индивидуальным заказам.
Чугунные
Ванны из чугуна появились раньше всех остальных рассматриваемых вариантов и до сих пор удерживают одну из лидирующих позиций на сантехническом рынке.
babylass / Pixabay
Их основными достоинствами являются такие важные характеристики, как:
- прочность, долговечность;
- хорошая устойчивость за счет массивности;
- отличное шумопоглощение;
- стойкость к механическим повреждениям;
- простота в уходе.
Относительным достоинством чугунных ванн считается низкая теплопроводность. Вода в них довольно долго сохраняет свою температуру, но теплоемкость акриловых изделий в 2 раза выше. При этом чугун намного дольше нагревается.
К другим недостаткам этого материала относятся:
- однообразие дизайна – из чугуна можно отливать только классические ванны;
- сложность реставрации – сколы и трещины могут устранять только специалисты.
Большой вес, делающий чугунную ванну максимально устойчивой, значительно усложняет ее транспортировку и монтаж. Стенки качественного изделия должны иметь толщину не менее 0,5 см, что с учетом тяжести чугуна обеспечивает ванне массу от 90 до 150 кг в зависимости от размеров.
Стальные
Ванны из стали имеют более низкую себестоимость за счет полностью автоматизированного производства. При этом качественные изделия обладают длительным сроком эксплуатации (порядка 30 лет) и многими другими преимуществами.
К достоинствам стальной ванны относятся:
- разнообразие дизайна – за счет изготовления методом штамповки и пластичности стальных листов формы и размеры изделий могут быть самыми разными;
- малый вес (15–50 кг), обеспечивающий легкую транспортировку и установку;
- высокая гигиеничность – благодаря запекаемую при высоких температурах эмалевому покрытию, на котором не образуются микротрещины, поверхность остается чистой даже при минимальном уходе;
- возможность установки дополнительных устройств – джакузи, ручек, подголовников, противоскользящего дна.
Минусы у стальных ванн значимые, но легко устранимые при правильной установке:
- высокая теплопроводность – сталь плохо держит тепло, поэтому ее рекомендуется помещать в термоизоляционный кожух;
- плохая устойчивость – тоже исправляется указанным выше методом;
- легкое деформирование под действием тяжести – чтобы дно не прогибалось, необходима укладка специального основания;
- быстрое окисление на сколах – во избежание появления ржавчины все повреждения требуют срочного устранения.
На качество ванны из стали оказывают влияние два параметра – толщина стенок (не менее 2,5 мм) и отсутствие дефектов эмалевого покрытия. Тонкие стенки легко прогибаются и деформируются, а локальное утончение или утолщение слоя эмали, шероховатости, посторонние включения значительно сокращают срок службы изделия. «Правильное» покрытие должно быть гладким и однородным.
Акриловые
Ванны из акрила появились относительно недавно, но именно их производство считается наиболее перспективным. Основные характеристики, преимущества и недостатки готового изделия напрямую зависят от используемого материала.
Акриловые ванны изготавливают из двух видов акрилового полотна:
- литьевого акрила путем прессования при высоких температурах с последующим армированием из стекловолокна или полиуретана;
- дешевого АВС-пластика с тонким акриловым покрытием, не обеспечивающим должной прочности изделию.
Ванны из литьевого акрила обладают многими преимуществами, включая:
- наличие абсолютно однородной поверхности без микротрещин, что обеспечивает повышенную гигиеничность изделия;
- простоту очистки от любых загрязнений;
- устойчивость к растрескиванию и высоким нагрузкам;
- возможность самостоятельного устранения мелких повреждений с помощью обычной шлифовки или обработки специальными пастами.
Такие изделия имеют относительно высокую стоимость, но и эксплуатируются в течение как минимум 15 лет.
Ванна–«сэндвич» отличается малой прочностью и может треснуть от любого механического воздействия, а также легко прогибается под весом человека. Малейшее повреждение верхнего акрилового слоя ведет к разрушению невлагостойкого пластика и всего изделия в целом. По всем этим причинам срок эксплуатации таких ванн составляет не более 4 лет, но их стоимость тоже в несколько раз ниже. Эти изделия пользуются спросом у тех покупателей, которые предпочитают часто менять дизайн интерьера ванной комнаты или хотят установить временную сантехнику.
Инструменты для установки чугунной ванны
Итак, вы уже облицевали стены и пол плиткой, а в углу ванной уже стоит новый красивый унитаз. Остается лишь аккуратно и правильно выполнить монтаж чугунной ванны, которая пока еще находится за пределами помещения. Ножки можно изготовить своими руками, если их нет в наличии, но лучше всего использовать ножки, которые были куплены вместе с ванной. Кстати, их цена достаточно низкая, и продаются они отдельно в большинстве магазинов сантехники. Отметим, что установка чугунной ванны потребует наличия элементарного слесарного инструмента, а именно:
- строительный уровень (с его помощью необходимо будет выровнять ножки ванны);
- комплект рожковых гаечных ключей;
- болгарка и ножовка для резки металла (может и не пригодится, но лучше когда будет под рукой);
- 1-2 тюбика белого или прозрачного силиконового герметика;
- поролоновая губка или резиновая пробка (чтобы закрыть временно горловину канализационной трубы на время монтажа ванны);
- стальной трос для чистки сантехники (для проведения профилактической чистки перед установкой нового сантехнического прибора).
Оборудование для производства ванн
При производстве ванн из чугуна применяется литье, из стали – штамповка, из акрила – вакуумная формовка. Для каждой указанной технологии необходим соответствующий набор оборудования.
Для чугунного производства потребуется:
- плавильная печь;
- формы для заливки;
- камера для охлаждения;
- камера для обезжиривания;
- сушильная камера;
- краскораспылитель;
- линия обжига;
- линия упаковки.
Линия по изготовлению ванн из стальных листов включает:
- транспортер;
- гидравлический пресс;
- режущее устройство;
- аппарат для загибания;
- сварочный аппарат;
- конвейер;
- камера для обезжиривания;
- сушильная камера;
- краскораспылитель;
- линия обжига;
- линия упаковки.
Для выпуска ванн из акрила потребуется только вакуум-формовочная машина, формы необходимой конфигурации и установка для напыления армирующего состава.
Видео работы такой машины:
Цены начинаются примерно от 30 000$.
Следует отметить, что для напыления используется другой вид оборудования – установка для напыления смолы и рубленного стеклоровинга. Эта установка выполняет следующие действия:
- подготавливает связующее (равномерно смешивает смолу и отвердитель в заданной пропорции),
- захватывает стеклянную нить и рубит её на короткие отрезки (чопсы),
- добавляет чопсы к связующему и напыляет эту смесь на матрицу.
Ознакомительное видео от компании MVP – крупнейшего производителя:
Современное вакуум-формовочное оборудование позволяет создать разные формы акриловых ванн и декоративных экранов любой сложности. Помимо ванн, с помощью такого вакуум-формовочного оборудования производится большинство элементов душевых кабин, вплоть до прозрачных створок душевых кабин из полиэтилентерефталата. Главной особенностью этого вакуум-формовочного оборудования является возможность позитивного, негативного и комбинированного формования. А за счет наличия двухстороннего нагрева заготовки значительно увеличивается производительность оборудования.
Подготовка поверхности
От качества выполненной подготовки зависит эффективность ремонтных работ. Обычно сколы небольшие, поэтому их заделка считается локальной.
Процесс подготовки:
- Место отколовшейся эмали очистите, удаляя загрязнение и пятна ржавчины. Причем, от грязи поможет мягкое щелочное средство, желтизну оставьте, а коррозию удаляет преобразователь ржавчины.
- Мелкозернистой наждачкой обработайте поверхность, выравнивая ее и устраняя застрявшие остатки ржавчины.
- Проведите обезжиривание, используя спирт, обычный ацетон или же кислотное моющее средство.
- Закончив подготовку, промойте емкость и оставьте пару суток сохнуть. Строительным феном можно сократить период высыхания.
- Выберите, чем заделать выявленный скол покрытия.
Продолжительность и сложность ремонта сколов акриловых ванн зависит от масштаба и застарелости повреждений. Выявленные дефекты следует устранять незамедлительно, иначе потом они разрастаются, усугубляя ситуацию.
Сырье и материалы
Для каждого типа ванн используется соответствующее сырье:
- для чугунных – круг или другие отливки из чугуна;
- для стальных – листовая холоднокатаная сталь толщиной 1,5–3,5 мм в рулонах;
- для акриловых – листы технического акрила (метакрила) и армирующие материалы (смола и стеклоровинг).
Помимо основного сырья потребуются дополнительные материалы – эмаль для грунтовки и основного покрытия, фитинги и другие комплектующие по необходимости. При выборе поставщиков необходимо учитывать, что качество металла или акрила, а также эмали для покрытия напрямую влияет на потребительские характеристики ванны. Поэтому следует отдавать предпочтение проверенным компаниям, предлагающим сертифицированные материалы.
Профилактика повреждений
Для профилактики повреждений необходимо:
- не класть в ванну столовые приборы, строительный инструмент и другие острые предметы;
- использовать для ручной стирки пластиковые тазы, а тяжелые металлические емкости ставить на специальную подставку, которая опирается на бортики ванны;
- не давать детям прыгать по дну акриловой чаши во время купания;
- при мытье животных стелить на дно толстое мягкое полотенце;
- во время ремонта убирать чашу из санузла или застилать ее несколькими слоями бумаги, пленки и ткани;
- при использовании сильных кислот и щелочей для прочистки труб выливать их строго в сливное отверстие;
- мыть ванну с мылом или мягкими средствами не реже 1 раза в 1-2 недели, чтобы исключить необходимость обработки кислотами и абразивными средствами.
При наличии брака эмали и толщине акриловой чаши менее 2-3 мм трещины, сколы и отслоения могут возникать даже при незначительном воздействии. Чтобы избежать ремонта, следует внимательно осматривать ванну при покупке.
Технология производства ванн
Технологически производство ванн из листов стали и акрила не имеет существенных отличий, поскольку в обоих случаях листовому материалу придают необходимую форму, но с использованием разных методов. Для получения чугунных изделий применяется более трудоемкий литьевой способ.
Из чугуна
Технология изготовления чугунных ванн не изменилась с момента их появления и, как и раньше, состоит из таких этапов:
- чугун расплавляется;
- заливается в форму;
- охлаждается, вынимается из формы;
- поверхность изделия зачищается.
В результате финишной обработки должна получиться идеально гладкая поверхность, поскольку малейшие дефекты отрицательно скажутся на качестве нанесенного эмалевого покрытия.
Далее подготовленный «полуфабрикат» покрывается эмалью. От равномерности, толщины и прочности этого слоя зависит срок эксплуатации и гигиенические показатели ванны. На некачественном покрытии быстро появляются микротрещины, в которые проникает грязь, микробы и влага. В результате изделие теряет привлекательность, плохо чистится и быстро ржавеет в местах повреждений.
Из стали
Процесс производства стальных ванн полностью автоматизирован. Оператор только контролирует выполнение операций и качество готовых изделий.
Технология включает следующие этапы:
- от рулона листовой стали отрезается кусок, размеры которого определяются габаритами и формой будущего изделия;
- заготовка по транспортеру подается в гидравлический пресс, где под большим давлением штампуется с приданием заданной конфигурации;
- затем от нее отрезаются лишние части, подворачиваются борта и проделываются отверстия для слива и перелива воды;
- в завершение механической обработки привариваются монтажные скобы;
- далее ванна обезжиривается (с нее смывается смазка), сушится, проверяется и в случае наличия дефектов отбраковывается.
После этого прошедшие контроль изделия покрываются эмалью. Вся ванна сначала грунтуется, а затем на ее внутреннюю поверхность наносится второй – покровный слой эмали. Данные операции выполняются с помощью роботизированных краскораспылителей, обеспечивающих высокую равномерность и гладкость покрытия.
Окрашенное изделие сушится и подается на линию обжига. Обжиг производится в печи при температуре 900° Ϲ. Это придает эмали глянцевый блеск и значительно повышает ее прочностные характеристики.
Для снижения шумности и теплопроводности стальных ванн некоторые производители выполняют дополнительную обработку. С этой целью на дно приклеивается пенополиуретановая плита или по всей наружной поверхности наносится полимерное покрытие.
Готовая ванна подается на линию упаковки, где ее помещают в картонный кожух и комплектуют набором для установки. На кожух наносится маркировка с информацией о производителе.
Из акрила
Весь процесс выполняется по такой схеме:
- лист помещается на рамку, разогревается;
- под него подводится форма, по контурам которой под давлением вакуума формируется изделие;
- полученная ванная изымается из формы, обрезается и зачищается по периметру.
Подготовленное изделие подается в установку для напыления армирующего состава, где выполняются следующие операции:
- смешивается смола и отвердитель для получения связующего;
- стеклянная нить рубится на небольшие кусочки;
- все компоненты соединяются и распыляются на поверхность ванны.
Как следует из названия, в качестве основного сырья для производства акриловых ванн используется акрил, а точнее листы из него.
- Полиметакрилат (ПММА, белое оргстекло) — обладает высокой стойкостью к стиранию.
- Акрилонетрилбутадиенстиро-полиметилметакрилат (АБС-ПММА, смесь АБС и ПММА) — двухслойный материал: нижний слой – акрило-нитрилбутадиенстирольный каучук и верхний слой — полиметилметакрилат акрил. Листы изготавливаются методом соэкструзии. Акриловые ванны из него обладают низкой стойкостью к стиранию и малым сроком службы. По цене он в 1,5-2 раза дешевле, чем чистый ПММА.
Также существует и еще одна разновидность данных полимерных материалов — Кварил (QUARYL) — современный композитный материал, в составе которого содержатся акрил, кварц и экологически чистые полимерные добавки. Запатентован компанией Villeroy & Boch и используется в основном ею же только в своих ваннах и сантехнике.
От толщины используемого акрилового листа зависит срок службы ванны:
- 4-5 мм – акриловая ванна прослужит 10 лет;
- 5-6,5 – акриловая ванна прослужит 12-15 лет.
Производство технического акрила основано на применении специальных добавок, призванных уменьшить способность к размножению всевозможных вредоносных микроорганизмов и бактерий на поверхности. Именно данный вид акрила применяется при изготовлении ванн, что позволяет сделать готовое изделие более гигиеничным и безопасным.
Сама технология производства акриловых ванн позволяет получить изделия высочайшего качества и надежности. В этом методе акриловый лист нагревается до приобретения им пластичного состояния. В расплавленном виде расплав помещается в специальную форму для ванны. При этом используется процесс выдавливания посредством вакуума. Для достижения достаточной прочности, надежности и долговечности производится нанесение нескольких слоев стекловолокна. Именно от количества слоев и зависят указанные параметры. В целом, акриловые ванны, произведенные данным методом, наделены повышенными качественными характеристиками. Они способны сохранять свой внешний вид и привлекательность в течение всего периода эксплуатации, не создавая никаких проблем владельцам.
Видео как делают акриловые ванны методом вакуумной формовки:
На каждом этапе производства все изделия проходят тщательный контроль качества исполнения и соответствие техническому регламенту.
Корпус изготовляемой акриловой ванны обязательно армируются стеловокном и/или полиуретаном. Последний материал отличается очень низким коэффициентом теплопроводности и позволяет повысить дополнительно срок службы такой ванны. Полиуретан наделен отличными адгезивными свойствами, именно благодаря этому материал легко напыляется практически на любую поверхность и даже на потолок. Одним из важных свойств полиуретана является его экологическая безопасность, поэтому может применяться для производства изделий, используемых под продовольственные продукты.
Самой дешевой разновидностью являются акриловые ванны из двухслойных листов АБС/ПММА. Для их изготовления используются листы из полиметилметакрилата с акрилонетрилбутадиенстиролом. Такие ванны называются «акриловыми» только условно. Отсюда и низкий показатель долговечности изделия. Все объясняется тем, что внутренний слой ванны очень тонкий, следовательно, очень уязвимы для механических воздействий. Срок службы изделий в этом случае составляет 3-4 года, после чего требуется замена.
Заделка сквозных отверстий
Если помимо скола и трещины в поверхности образовалось сквозное отверстие, для ремонта потребуется специальный ремкомплект. Его можно купить в сантехническом или в строительном магазине. Для восстановления полимерной (акриловой) и эмалированной чаши применяются различные ремкомплекты.
Реставрация выполняется следующим образом:
- на концах дефекта просверливаются небольшие отверстия;
- поверхность очищается, обрабатывается мелкозернистой наждачной бумагой и протирается ветошью с обезжиривателем;
- на трещину и на точку пробоя наносится эпоксидный клей;
- в слой клея вдавливается порция силиконового герметика;
- после высыхания ремонтного состава участок повреждения зачищается, разравнивается и обезжиривается;
- на поверхность наносится акрил или эмалевая паста;
- после застывания финального покрытия оно полируется фланелевой тряпкой.
Юридическое оформление
Для ведения бизнеса по производству ванн необходимо зарегистрироваться в качестве ООО, . В заявлении для налоговой инспекции указываются коды ОКВЭД, соответствующие направлению деятельности:
- 22.23 – «Производство пластмассовых изделий, используемых в строительстве» (для акриловых ванн);
- 25.99.1 – «Производство металлических изделий для ванных комнат и кухни» (для чугунных и стальных ванн).
В качестве налогового режима можно выбрать УСН по ставке 15% от прибыли.
Требования к качеству ванн регламентируются положениями следующих ГОСТ:
- Р 50962-96 «Посуда и изделия хозяйственного назначения из пластмасс. Общие технические условия»;
- 18297-96 «Приборы санитарно-технические чугунные эмалированные. Технические условия»;
- 23695-2016 «Приборы санитарно-технические стальные эмалированные. Технические условия»;
- 9.104-79 «Единая система защиты от коррозии и старения (ЕСЗКС). Покрытия лакокрасочные. Группы условий эксплуатации»;
- 380-2005 «Сталь углеродистая обыкновенного качества. Марки».
При организации технологического процесса в производственном цеху необходимо соблюдать нормативы, установленные соответствующими актами:
- ГОСТ:
- 12.1.005-88 «Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны»;
- 12.3.030-83 «Система стандартов безопасности труда. Переработка пластических масс. Требования безопасности»;
- 12.4.021-75 «Система стандартов безопасности труда. Системы вентиляционные. Общие требования»;
- 12.1.004-91 «Система стандартов безопасности труда. Пожарная безопасность. Общие требования»;
- 12.2.061-81 «Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности к рабочим местам».
- Постановление Правительства РФ от 25.04.2012 № 390 «О противопожарном режиме».
- СанПиН:
- 2.2.4.548-96. 2.2.4. «Физические факторы производственной среды. Гигиенические требования к микроклимату производственных помещений. Санитарные правила и нормы»;
- 2.1.7.1322-03 «Гигиенические требования к размещению и обезвреживанию отходов производства и потребления»;
- Санитарные нормы СН 2.2.4/2.1.8.562-96 «Шум на рабочих местах, в помещениях жилых, общественных зданий и на территории жилой застройки».
Производство ванн из любого материала не подлежит лицензированию, обязательной сертификации и декларированию. Но получение добровольного сертификата, подтверждающего соответствие изделий требованиям указанных норм и стандартов, станет весомым конкурентным преимуществом.
Помещение и персонал
Линия для производства ванн состоит из крупногабаритного оборудования, для расположения и обслуживания которого требуется как минимум 150 кв.м. Кроме того, для организации работы предприятия необходимы дополнительные площади под другие зоны:
- административную
- складскую
- служебную
- подсобную.
В целом, для завода нужно искать помещение размером не менее 200 кв. м, расположенное на окраине, в пригороде или в промышленной зоне. Обязательным требованием к внутреннему обустройству производственного цеха является наличие промышленной вентиляции и всех инженерных коммуникаций (отопления, водопровода, канализации, электросети на 380 вольт).
Для предприятия с одной технологической линией и работой в одну смену потребуется такой кадровый состав:
- директор;
- технолог;
- бухгалтер;
- менеджер по поставкам;
- менеджер по сбыту;
- операторы линии – 3;
- фасовщики – 2;
- грузчики – 2;
- уборщик.
При расширении масштабов производства путем установки дополнительных линий и/или ведения двух- либо трехсменного режима работы численность производственного персонала будет увеличиваться пропорционально этим изменениям.
Сбыт и реклама
Производство ванн давно и хорошо развито в России. Большинство производителей работают длительное время и полностью обеспечивают потребность рынка. К тому же опыт в данной сфере позволяет значительно сократить издержки и снизить стоимость продукции. Для начинающего предпринимателя будет сложно обойти столь серьезных конкурентов. Единственным преимуществом может стать близкое расположение к непосредственным потребителям. Поэтому необходимо изучить конъюнктуру рынка своего и соседних регионов и при наличии поблизости крупных заводов подумать о целесообразности открытия нового предприятия.
Лучший вариант в этом случае – заняться изготовлением эксклюзивных изделий под заказ. Количество продаж может быть незначительным, но такое направление позволит занять свою нишу и обойти крупных конкурентов. Недостатком больших заводов является сложность перестройки производственного процесса, тогда как малое производство может быть очень гибким.
Также можно предложить покупателям более выгодные условия сделки:
- продавать ванны в розницу через свой интернет-магазин по такой же цене, но с бесплатной доставкой;
- установить длительный гарантийный срок (это вызывает повышенное доверие к продукции);
- на начальном этапе снизить наценку до минимальной, чтобы закупочная стоимость не была выше, чем у конкурентов.
Кроме того, обязательно нужно организовать рекламно-маркетинговую кампанию, используя все возможности интернет–рекламы, наружных и печатных рекламных носителей.
Как и чем устранить скол
Чем заделать скол эмали в ванной? Устранить скол, особенно свежий можно обычными подручными средствами, избежав масштабного ремонта. Конечно, результат получится недолговечным, но меньше расходов.
Если емкость старая и имеет другие проблемы помимо основной: желтый налет, трещинки, очаги коррозии – тогда потребуется полноценное обновление покрытия.
Применение автомобильной шпатлевки
Обнаружив скол эмали на ванной, чем можно заделать, если он небольшой? Подойдет автомобильная шпатлевка (не бамперная или пластиковая).
Процесс реставрации:
- Подготовка поверхности, включающая очищение, обезжиривание и тщательную просушку.
- Понадобится небольшой резиновый шпатель или ластик, имеющий удобный ровный край. Им аккуратно замазывайте область повреждения, заполняя его шпатлевкой. Легонько нажимайте, чтобы слой материала получился ниже основного слоя.
- Вмазав шпатлевку внутрь всех поврежденных уголков, дайте просушиться.
- Если выявлены неровности, хорошенько выровняйте поверхность, взяв мелкозернистую наждачку. Впадины обработайте шпатлевкой.
- Дополнительно зашпатлеванный скол обработайте автомобильной эмалью – подойдет ремонтная краска (строительная) или обычная акриловая эмаль.
Закраска единичных сколов эмалью
Небольшие повреждения проще закрашивать локально, используя эмаль. Они встречаются разные, незачем ради реставрации 2-5 см участка брать литровые емкости.
Производители реализуют специальную эмаль, достаточно спросить продавцов. Маленькие удобные тюбики, содержимого которых хватает на обработку 3-4 обнаруженных сколов.
Минус: место реставрации отлично просматривается, из-за различий оттенков купленной эмали и родной заводской.
Процесс реставрации:
- зашкуренное место после вычищения обезжирьте и дайте самостоятельно высохнуть;
- кисточкой аккуратно нанесите эмаль на поверхность скола, распределяя ее тонким и ровным слоем;
- дождавшись высыхания, нанесите дополнительный, 2 слой, вновь дайте просохнуть.
Высыхание эмали происходит в среднем за сутки-двое (время указывается производителем).
Полная замена эмали путем заливки
Полномасштабная реставрация своей ванны в домашних условиях позволяет идеально замазать все выявленные повреждения, включая сколы.
Процесс реставрации:
- Отмойте ванну, удаляя очаги ржавчины и накопившуюся грязь. Особенно тщательно чистите область повреждения. Налив внутрь каплю «Санокса», пройдитесь кусочком наждачки. Затем, разведя соду водой, обработайте ею скол, следом промойте водой.
- Просушите, для надежности обдайте ванну кипятком и дождитесь ее полного высыхания. Ускорить процедуру можно феном или пылесосом.
- Подготовка шпатлевки. Смешайте немного шпатлевки со специальным отвердителем (в пропорции 1:4, где 1 – отвердитель, 4 – шпатлевка). Размешав, заделываем до металла область скола.
- Просушите в течение получаса, и можно зачищать. Наждачкой отшлифуйте шпатлевку, выравнивая поверхность. Обработайте все выявленные дефекты – ржавчины прочистите, трещинки зашкуривайте.
- Покрытие эмали. Подойдет специальная двухкомпонентная эмаль. Смешав компоненты согласно инструкции, залейте ею всю плоскость старой ванны. Закончив, дайте просушиться.
Технология стакрил
Стакриловая ванна – емкость, покрытая сверху акрилом. Материал дороже обычной эмали, но прослужит дольше.
Процесс реставрации:
- Подготовка, включающая очищение, устранение дефектов и обезжиривание, проводится стандартно.
- После просушки пора начинать заливку акрила. Материал продается небольшим набором, где кроме самого акрила имеется отвердитель. Смешайте ингредиенты, следуя приложенной инструкции.
- Перед заливкой снимите слив-перелив внизу ванны, вместо трубы подставьте ненужную емкость, туда стекут остатки материала.
- Взяв небольшой стаканчик, наливайте им готовый состав внутрь ванны, начиная с одного крайнего угла. Обведя периметр по краю, переместитесь ниже, к центру и наливайте вновь по кругу.
- Внизу выровняйте акрил резиновым шпателем.
Закончив, дайте обновленной поверхности высохнуть.